 1-2=superfici cilindriche esterne e interne; 3-4=superfici coniche interne e esterne; 5=superfici comunque sagomate; 6=filettature esterne; 7=filettature interne.
|
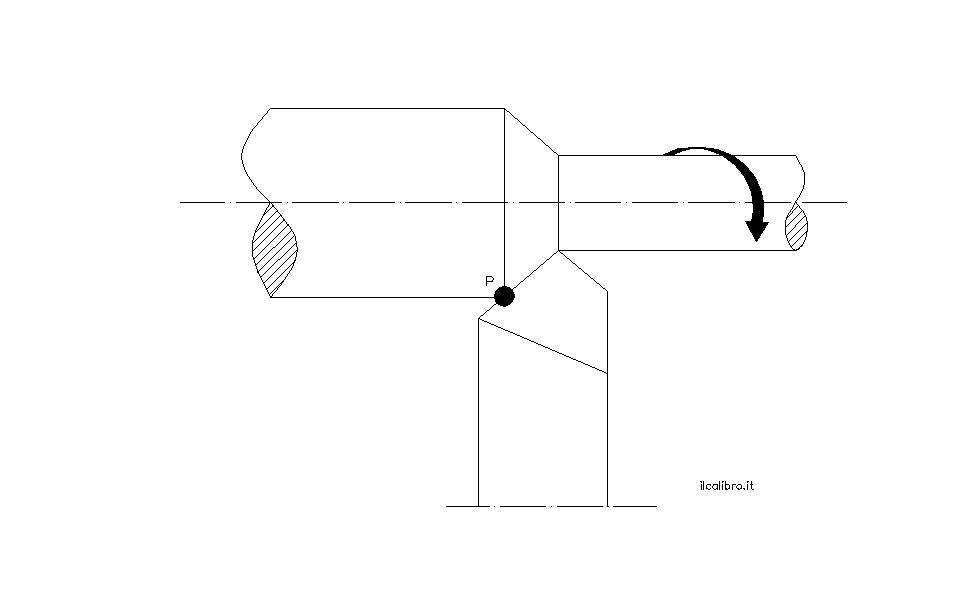 Si intende per velocitàdi taglio di una lavorazione sul tornio la velocità periferica del punto P del pezzo a contatto con l'utensile. |
 = Si ha la formula: Vc=π*D*n Vc=velocità di taglio in metri al minuto; D=diametro pezzo in lavorazione in millimetri; n=numero dei giri al minuto del pezzo in lavorazione; π=3,14
Dato il numero elevato di fattori che intervengono nella scelta della velocità di taglio, nelle officine ci sono tabelle che danno valori medi delle velocità di taglio in relazione al tipo di lavorazione, al materiale del pezzo e al materiale dell'utensile. Nelle tabelle, qui sotto, sono riportate le velocità di taglio in m/minuto a secondo del materiale del pezzo, del tipo di lavorazione e del materiale dell'utensile.
|
|
HS=acciaio rapido HSS=acciaio super rapido W=inserti al widia | tornitura esterna
| tornitura interna
| ||||||
 sgrossa |
 finisce |
sgrossa e finisce | ||||||
|
materiale utensile |
HS |
HSS |
W |
HS |
HSS |
W |
HS |
W |
|
Acciaio extra dolce |
60 |
90 |
100 |
80 |
120 |
150 |
40 70 |
70 100 |
|
Acciai duri |
35 |
50 |
95 |
45 |
70 |
120 |
25 40 |
50 95 |
|
Acciai extra duri |
30 |
40 |
65 |
40 |
50 |
80 |
20 30 |
40 65 |
|
Acciai bonificati |
20 |
25 |
60 |
30 |
35 |
70 |
15 18 |
35 60 |
|
Ghisa dolce |
40 |
60 |
90 |
50 |
70 |
100 |
30 40 |
65 90 |
|
Ghisa dura |
20 |
40 |
60 |
30 |
55 |
70 |
15 20 |
40 60 |
|
Rame-Bronzo B14 |
45 |
65 |
165 |
60 |
90 |
260 |
35 45 |
80 160 |
|
Ottone |
100 |
200 |
220 |
200 |
300 |
350 |
75 100 |
100 220 |
|
Alluminio |
200 |
300 |
400 |
300 |
500 |
600 |
150 200 |
300 400 |
|
HS=acciaio rapido
HSS=acciaio super rapido
W=inserti al widia
|
 profilatura |
 troncatura |
 alesatura con alesatore |
 filettatura con filiera |
 filettatura con utensile |  maschiatura |  foratura | |
|
materiale utensile-> |
HS |
W |
HS |
HS |
HS |
HS |
HS |
HSS |
|
Acciaio extra dolce |
45 |
95 |
50 |
15 |
15 |
20 |
7 |
35 |
|
Acciai duri |
50 |
70 |
30 |
9 |
8 |
18 |
6 |
31 |
Acciai extra duri |
18 |
55 |
25 |
8 |
6 |
10 |
5 |
23 |
|
Acciai bonificati |
15 |
50 |
20 |
7 |
5 |
8 |
4 |
20 |
|
Ghisa dolce |
25 |
80 |
30 |
14 |
7 |
10 |
6 |
22 |
|
Ghisa dura |
18 |
55 |
18 |
8 |
6 |
8 |
4 |
20 |
|
Rame-Bronzo B14 |
30 |
100 |
40 |
14 |
11 |
16 |
9 |
50 |
|
Ottone |
55 |
200 |
80 |
20 |
15 |
20 |
10 |
85 |
|
Alluminio |
150 |
300 |
150 |
30 |
24 |
30 |
15 |
175 |
Avanzamenti |
tornitura esterna |
tornitura interna |
formare |
troncare | ||
|
sgrossa |
finisce |
sgrossa |
finisce | |||
|
Acciaio dolce |
0.1-0.4 |
0.05-0.2 |
0.05-0.3 |
0.05-0.2 |
0.02-0.05 |
0.05-0.1 |
|
Acciaio duro |
0.1-0.4 |
0.05-0.25 |
0.05-0.3 |
0.05-0.2 |
0.02-0.05 |
0.05-0.1 |
|
Acciaio extra duro |
0.1-0.4 |
0.05-0.2 |
0.05-0.3 |
0.05-0.2 |
0.02-0.05 |
0.05 |
|
Acciaio trattato |
0.1-0.4 |
0.05-0.2 |
0.05-0.3 |
0.05-0.2 |
0.02-0.05 |
0.05 |
|
Ghisa dolce |
0.1-0.8 |
0.05-0.2 |
0.05-0.6 |
0.05-0.2 |
0.02-0.05 |
0.05-0.1 |
|
Ghisa dura |
0.1-0.6 |
0.1-0.25 |
0.05-0.5 |
0.05-0.2 |
0.02-0.05 |
0.02-0.05 |
|
Rame-Bronzo |
0.1-0.6 |
0.1-0.25 |
0.05-0.5 |
0.05-0.025 |
0.02-0.05 |
0.05-0.1 |
|
Ottone |
0.1-0.8 |
0.1-0.25 |
0.05-0.6 |
0.05-0.2 |
0.02-0.1 |
0.05-0.2 |
|
Alluminio |
0.1-0.8 |
0.1-0.25 |
0.05-0.4 |
0.05-0.2 |
0.02-0.2 |
0.05-0.3 |
 Per normali lavori di sgrossatura si assume il valore dell'avanzamento in funzione della profondità di passata
secondo i limiti inferiore e superiore ricavati dalla formula: |
 |
|||
|
Ø pezzo |
d= Ø centrino | L=profondità punta cilindrica
| |
|
centrino A |
centrino B | ||
|
Fino a 4 |
0,5 |
1,2 |
- |
|
4 ÷ 6 |
0,75 |
1,8 |
- |
6÷ 10 |
1 |
2,3 |
2,7 |
|
10 ÷ 16 |
1,5 |
3,5 |
4,1 |
|
16 ÷ 25 |
2 |
4,6 |
5,4 |
|
25 ÷ 40 |
3 |
6,9 |
7,9 |
|
40 ÷ 63 |
4 |
9,2 |
10,4 |
|
63 ÷ 100 |
5 |
11,5 |
13 |
|
100 ÷ 160 |
6 |
13,8 |
15,6 |
|
160 ÷ 250 |
8 |
18,4 |
20,4 |
|
oltre 250 |
12 |
27,6 |
30 |
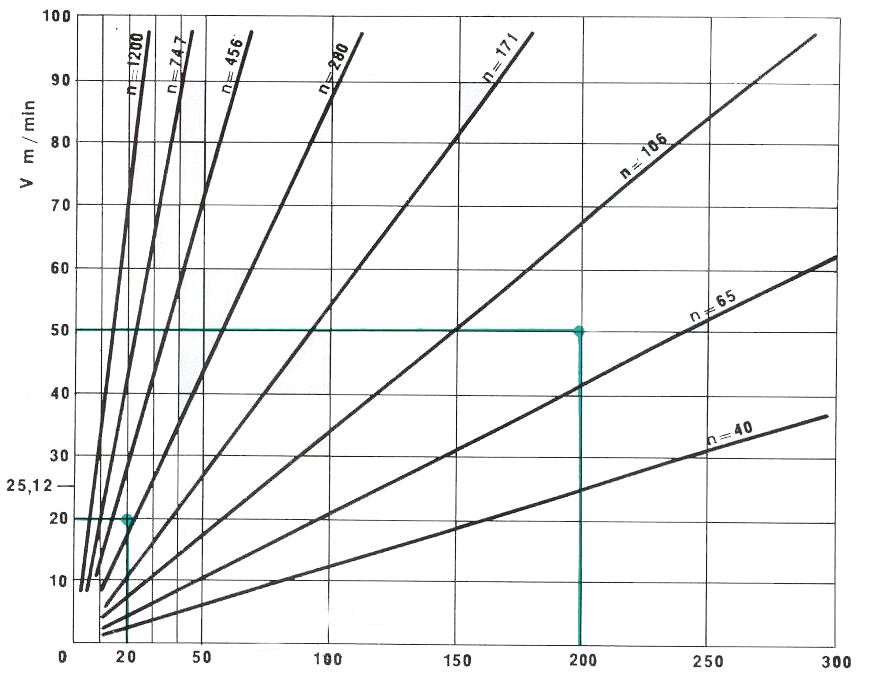 =Questa utilità grafica, generalmente presente in ogni macchina utensile, stabilisce la relazione fra la velocità periferica (Vc), il numero dei giri (n) ed il diametro dell'utensile o del pezzo rotante in lavoro (D). Dopo aver scelto due scale opportune si segnano, sull'asse X il diametro D e nell'asse Y la velocità di taglio Vc. Nel tornio, ad esempio, dispone di 5 diversi numero di giri n1, n2...n5. Assunto O A1=D1 si calcola |

{kind=link}