Per un controllo diretto a banco, e con una precisione di lavorazione maggiore, esistono dei calibri da un metro, da mezzo metro ed anche il calibro in dotazione all'operaio, ventesimale o cinquantesimale= Definizione di "calibro": strumento di precisione che si usa per misurare e controllare le dimensioni esterne ed interne di pezzi meccanici relativamente piccoli. Strumento indispensabile ad ogni operatore di macchine utensili o addetti al collaudo, come lo "stetoscopio" lo è per il medico. Il calibro graduato a corsoio e costituito da un'asta fissa graduata e da un corsoio o nonio, becchi per misure esterne e interne, astina per misure di profondità. Con la pratica diventerà facile utilizzare questo strumento nel modo appropriato. I calibri possono essere da 1/10=decimale, (scala delle misure decimali del decimo di millimetro ad ogni tacca del cursore) 1/20=ventesimale (scala delle misure decimali di 5 centesimi di millimetro ogni tacca del cursore), 1/50=cinquantesimale
(scala delle misure decimali di 2 centesimi di millimetro ogni tacca del
cursore). |
 =Altri calibri fissi di uso comune sono i tamponi e anelli filettati per fori e alberi maschiati. Spesso, per la ristrettezza delle tolleranze, vengono utilizzati strumenti più precisi. |
|
Calibro per ingranaggi= Il calibro per ingranaggi è uno strumento non troppo usato nelle officine, la preferenza ricade su micrometri a piattello, per misurarne il passo.
 =controllo dei denti con calibro a doppio nonio si effettua misurando lo spessore del dente sulla circonferenza primitiva. Per portare le punte del calibro in esatta corrispondenza della circonferenza primitiva , il nonio verticale viene regolato secondo il valore del'addendum in modo che la piastrina (A), che esso comanda, appoggi sulla sommità del dente. Il nonio orizzontale è regolato con la misura dello spessore del dente che, sulla circonferenza primitiva, è uguale alla metà del passo, mentre l'altra metà corrisponde al vano dente. Per l'esattezza di questo controllo è necessario che il valore del diametro esterno della ruota da misurare sia esatto. Un eventuale errore del diametro esterno non porterà le punte del calibro a misurare lo spessore del dente in corrispondenza della circonferenza primitiva. es: mudulo=4 si dovrà disporre il corsoio verticale sul 4 che è il valore dell'addendum. Il corsoio orizzontale dovrà essere disposto sul valore 6,28 che è il valore di metà passo (ruota con 60 denti).
Calcolo dell'addendum QUI.
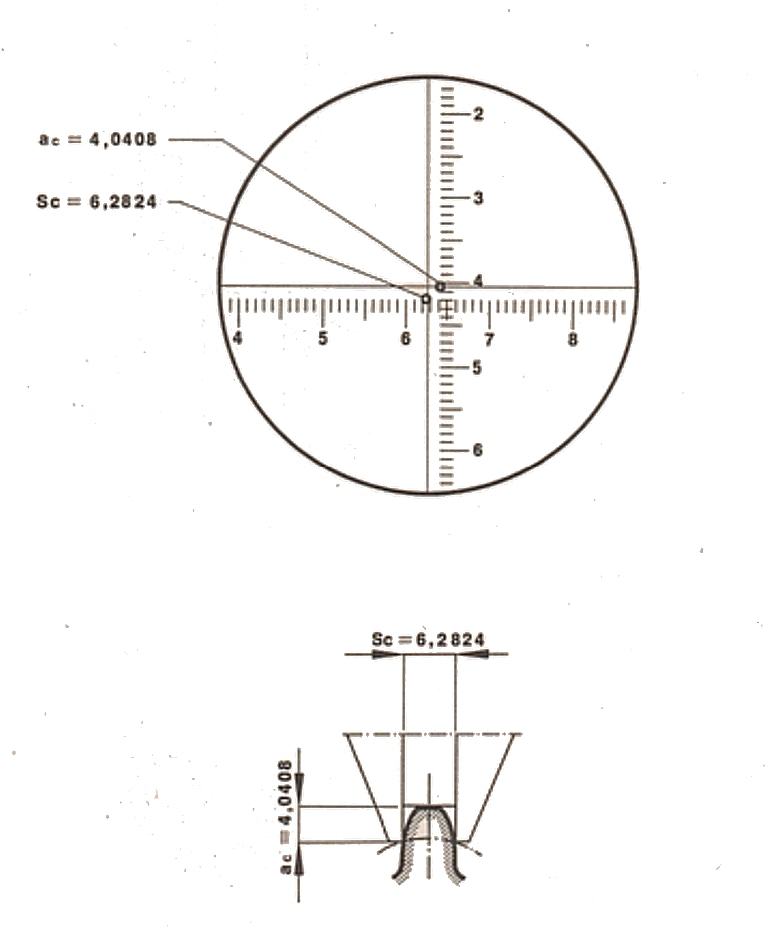
=Il controllo dei denti con micrometro ottico, sullo stesso
principio dei calibri a doppio nonio, ha il vantaggio, nella
misurazione dei valori addendum e della corda, di una
precisione di 0,02 mm. Nella figura viene evidenziato il
quadrante dove si traguardano i valori impostati, regolato per
la misura di un dente di modulo 4 su una ruota di 60 denti:
modulo=4
z=60 ac=4,0408 Sc=6,2824 |

Detti anche blocchetti Johansson o pianparallelo o comunemente scarsette
(nella mia ex azienda). Strumento di misura indispensabile in ogni officina o collaudo. Sostanzialmente sono costituiti da una
serie di spessori metallici rettificati a vari spessori, magnetizzabili a sfregamento i quali impilati si otterranno misure differenti a passo 0,01 mm, per controllare larghezze tipo passa/non passa, sono utilizzati anche per verificare o tarare strumenti di misura, calibri, micrometri o per farne quote di riferimento con l'uso di comparatori e truschini. |
= strumenti adatti alla misurazione delle distanze di piani, diametri, interassi in verticale (nella foto). Spesso lavora in accoppiata con divisori per il controllo delle coassialità o di scanalature. Ottimo strumento manuale per la verifica di posizioni degli interassi quando vi siano più fori in un piano. Possiede numerosi strumenti utilizzabili per svariate necessità, dai diametri interni ed esterni, ai canalini, per planarità. Generalmente gli altimetri si spostano su cuscinetti d'aria, al premere di un pulsante permette il passaggio d'aria compressa che attraverso piccoli fori posti alla base sollevano di quel minimo, da un piano di lavoro in granito, per poterlo poi spostare con facilità. Per spostare il tastatore in altezza c'è una manovella e per controllare un diametro esterno basta appoggiare il tastatore (con sfera) sul pezzo, metterlo in forza con una frizione, fare scorrere tutto lo strumento, sul cuscinetto d'aria, in modo da trovare il punto massimo, ripetere l'operazione dalla parte opposta, premere il tasto diametro e si avrà il diametro misurato visualizzabile nel visore digitale. |