La costruzione delle viti filettate (filettatura esterna) e dei fori filettati che ad esse si accoppiano (filettatura interna) può essere eseguita sul tornio con diversi procedimenti a seconda del diametro delle viti da costruire e, in certi casi, dal materiale in lavorazione. La vite è un cilindro sulla superficie esterna del quale è ricavata una filettatura che lo avvolge secondo un'elica. La madrevite è il foro cilindrico filettato che si accoppia alla vite. In una vite si possono considerare diversi diametri che ne caratterizzano le dimensioni.
Passo della vite: dato caratteristico di una vite, qualunque sia la sua filettatura è il passo. Per passo di una vite si intende la distanza, misurata parallelamente all'asse della vite, tra due punti corrispondenti dello stesso filetto su una medesima sezione piana passante per l'asse.
Profilo: si intende per profilo teorico della filettatura la linea di accoppiamento tra vite e madrevite, individuata tra un piano passante per l'asse della vite. Si intende per profilo della sezione la figura geometrica che risulta da una sezione del filetto con un piano assiale.
Triangolo generatore= si intende per triangolo generatore il triangolo che determina il profilo del filetto. L'elemento che caratterizza le diverse filettature è il profilo della sezione del filetto e il sistema di misura con cui vengono misurate le caratteristiche geometriche
delle filettature stesse. Le principali filettature in uso nelle applicazioni meccaniche sono la filettatura metrica,
quella Whitworth, gas cilindrica, trapezia e a dente di sega. Per ognuna di queste filettature si hanno alcuni elementi
caratteristici comuni e sono:
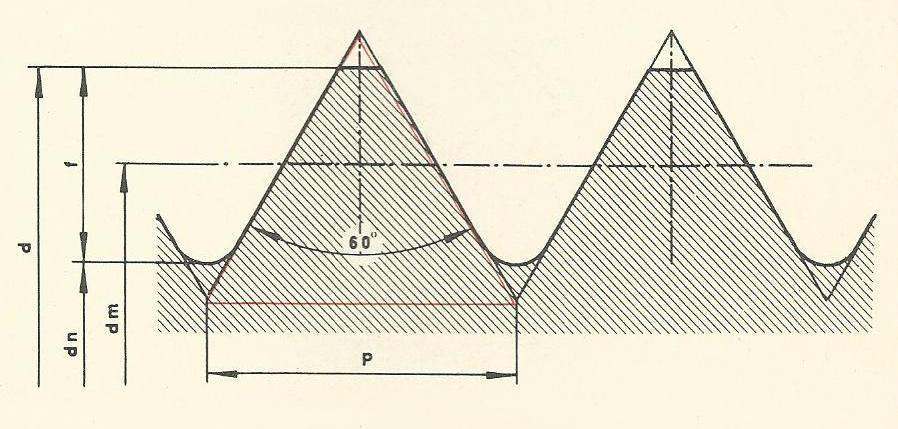
=Filettatura metrica ISO: il profilo della sua
sezione è un triangolo equilatero. Le creste dei filetti
della vite, della madrevite, e il fondo della madrevite sono
smussati; il fondo del filetto della vite è arrotondato |
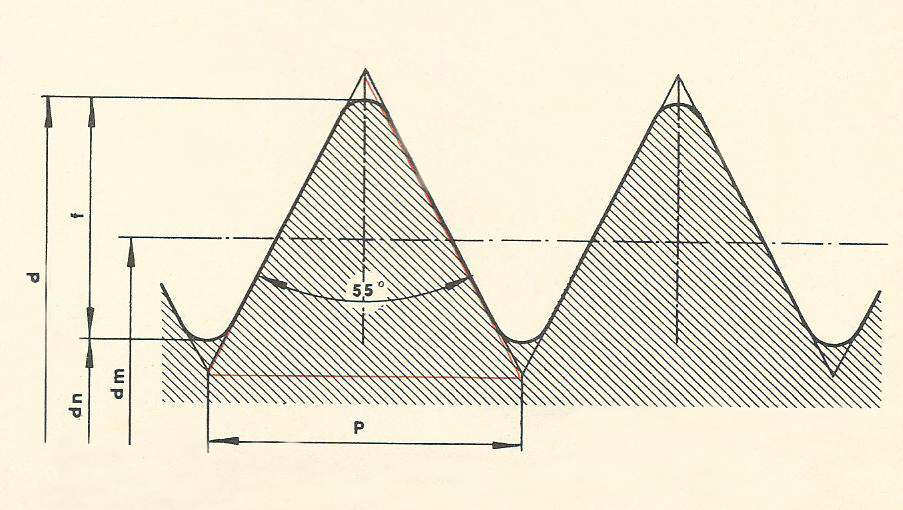
=Filettatura Whitworth: il profilo della sua sezione è un triangolo isoscele con angolo al vertice di 55º e con la base parallela all'asse della filettatura. I fianchi del filetto sono quindi inclinati simmetricamente. Le creste e il fondo dei filetti sono arrotondati. Le dimensioni degli elementi delle viti di questo sistema sono date in pollici. Il passo è dato dal numero di filetti per pollice (vedere tabella).
|
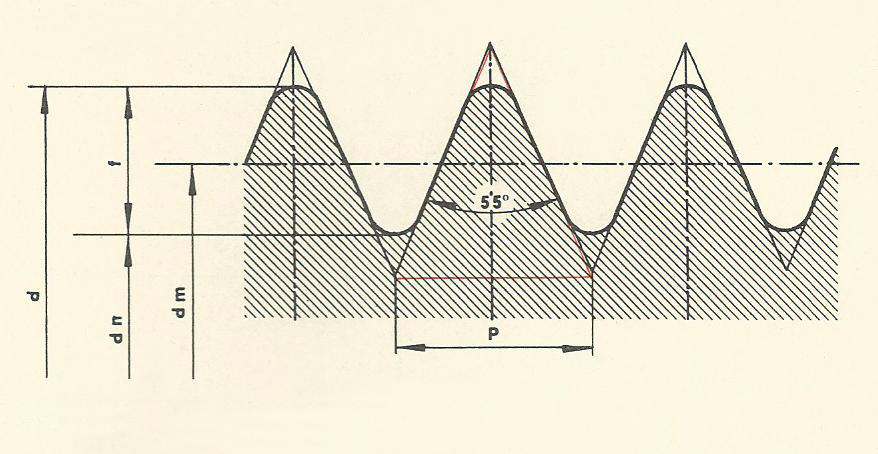
=Filettatura gas conica: Il profilo è simile a quello del Whitworth con angolo al vertice di 55º. Questo filetto serve per unire tubi e parti inerenti ad essi. Le dimensioni degli elementi della vite sono date in pollici. Il passo è dato dal numero dei filetti per pollice. |
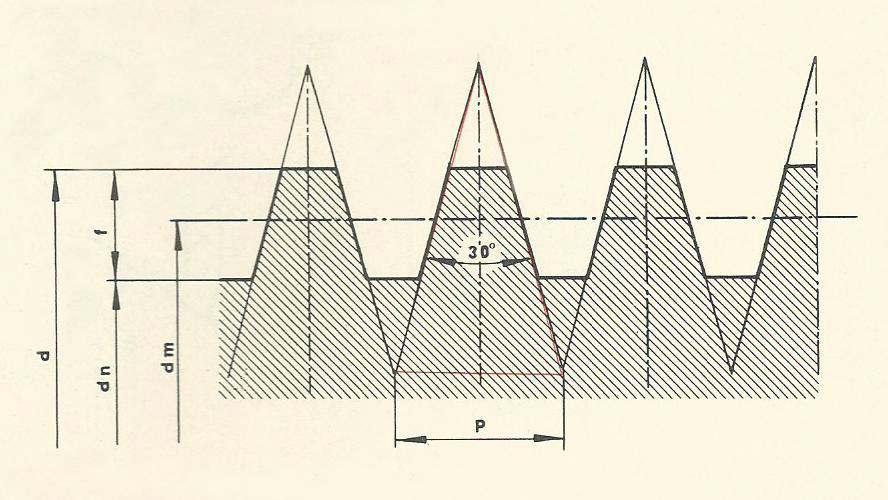
=Filettatura trapezia: Il triangolo generatore è isoscele con angolo al vertice di 30º e con base parallela all'asse della filettatura. Le creste dei filetti della vite e della madrevite sono troncati. Questa filettatura comprende tre serie: TpN=normale; TpF=fine; TpG=grossa. La differenza tra le filettature delle tre consiste essenzialmente nei valori del passo. |
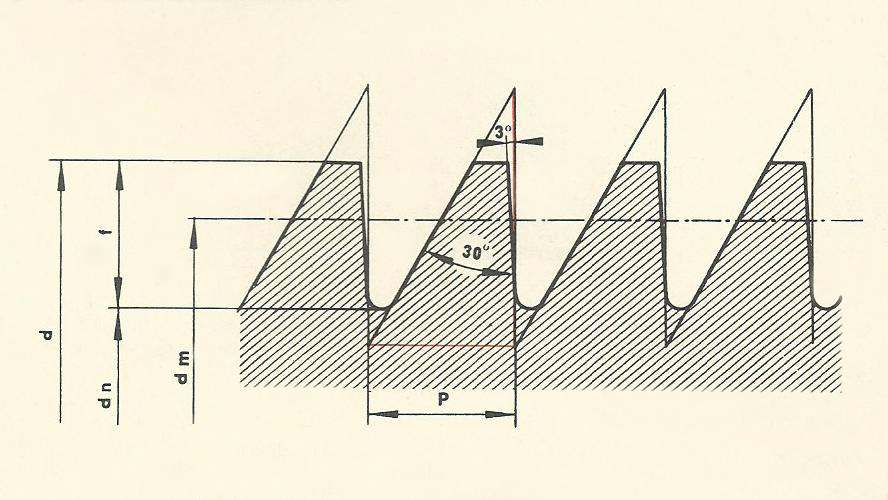
=Filettatura a denti di sega: Il triangolo generato è rettangolo con angoli di 90º, 60º e 30º e con cateto minore parallelo all'asse della filettatura. Questa filettatura comprende due serie: SgN=passo normale; SgF=passo fine. Questo tipo di filettatura, dovendo sopportare sforzi diretti in un solo senso, si distingue per il modo con cui avviene il contatto tra vite e madrevite, cioè solamente sul fianco del filetto.
|
Tolleranze dei maschi e campi
d'impiego raccomandati |
classe di toll. maschio ISO |
classe di toll. maschio DIN |
adatto alla realizzazione di madreviti con tolleranze |
ISO1 |
4H |
4H |
4H |
|
|
|
ISO2 |
6H |
4G |
5G |
6H |
|
|
ISO3 |
6G |
|
|
6G |
7H |
8H |
| |
7G |
|
|
|
7G |
8G |