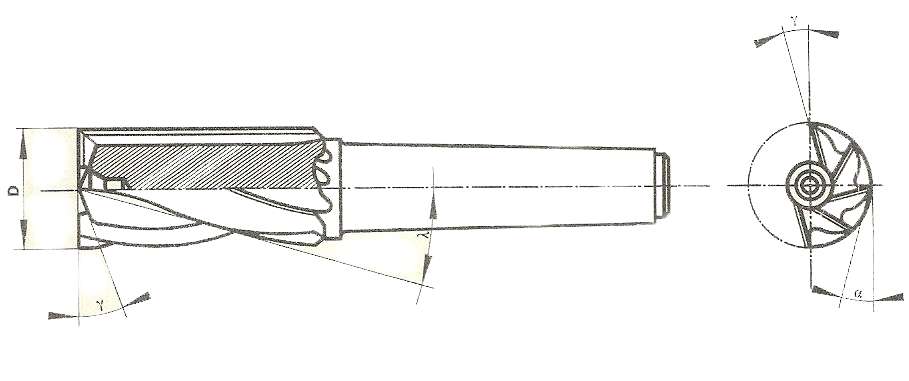
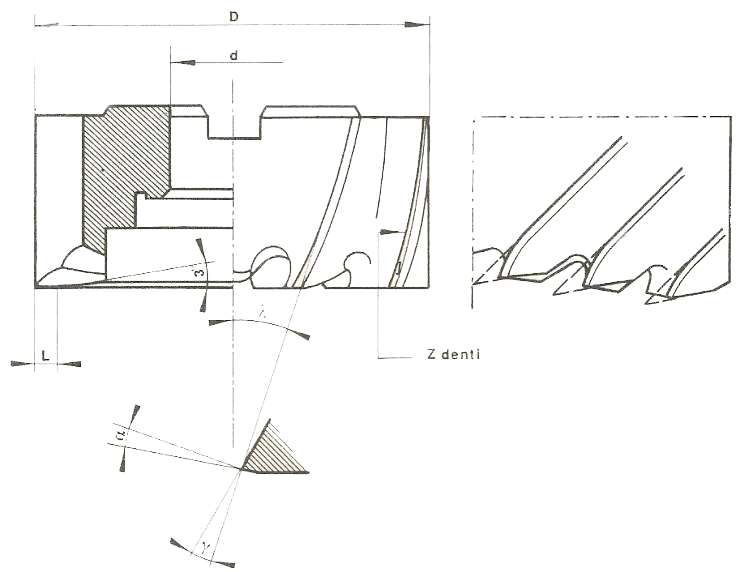
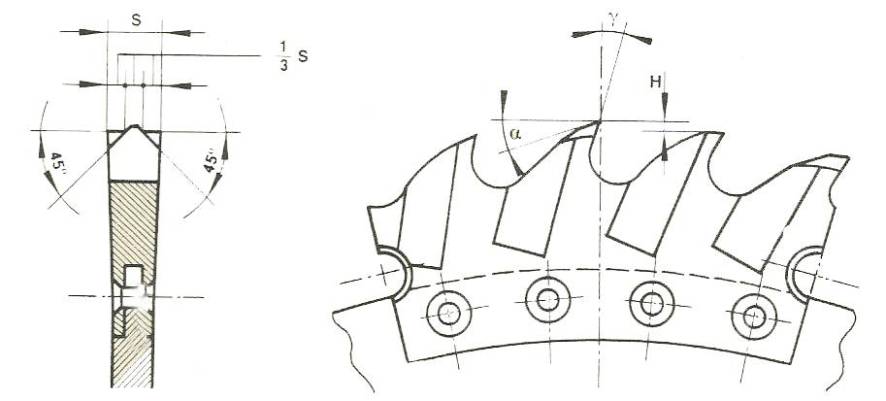
 α=Angolo di spoglia posteriore o del dorso:
deve essere il più piccolo possibile.
γ=Angolo di spoglia anteriore: sarebbe necessario che
l'angolo avesse valore elevato ma indebolisce il dente
β=Angolo di taglio il cui valore è: β=90°-(α+γ)
δ=Angolo di inclinazione del dente o della spirale,
per frese a denti inclinati e frese a denti elicoidali.
Valori più comuni di δ sono: 35°-45°= frese cilindriche;
25°= frese cilindriche frontali; 15°-20°= frese a disco con
denti alternati; 7°-15°= frese a lame riportate. |
 Angolo di scarico=Per evitare gli inconvenienti che
derivano dagli angoli di spoglia del dorso troppo pronunciato si esegue,
spesso, sul dente una seconda spoglia con inclinazione 4°÷6° superiore
all'angolo di spoglia del dorso. Parte nera dello schizzo.
Acciaio media durezza, bronzo: γ=10°÷15° α=5°÷8° Leghe leggere= γ=20°÷25° α=8°÷10° |
 Frese cilindriche periferiche a denti diritti= asportano il truciolo in tutta la lunghezza, vengono utilizzate quando la sollecitazione sui denti siano piuttosto leggere. |
 Frese cilindriche periferiche a denti elicoidali= ogni dente procede gradualmente all'asportazione del truciolo. Aumento dei denti in presa migliorando la qualità della finitura. Questi due utensili vengono utilizzati nel senso dell'asse del mandrino, per spianature e generalmente sono preceduti da frese a sgrossare o rompitruciolo. |
 Frese cilindriche periferiche a denti elicoidali rompitruciolo=utilizzate per sgrossare lasciando del soprametallo per la finitura. |
 Possono essere a due, a tre e a più taglienti, di diametro e lunghezza variabile A due e a tre taglienti, utilizzate per cave, possono essere raggiate sino alla metà del diametro dell'utensile. il quale varia da 2 mm a 20 mm con gambo cilindrico. Per diametri maggiori, sino a 40 mm, sono costruiti con gambo conico e con dente di trascinamento. Questi utensili devono lavorare con velocità di taglio elevate. |
 Frese cilindriche frontali a sgrossare, a finire a tre taglienti e a più taglienti con attacchi: conico e dente di trascinamento; attacco conico con foro filettato per tirante e attacco cilindrico. Il codolo con foro filettato si utilizza quando c'è il rischio che l'utensile venga spiantato dal mandrino.
Le frese cilindriche frontali vengono chiamate normalmente frese a candela, di diametro e lunghezza variabile e a secondo della necessità possono essere raggiate di testa. |
  =Dati costruttivi frese cilindriche frontali |
|
D=diametro fresa |
10 |
12 |
14 |
16 |
20 |
24 |
30 |
36 |
40 |
α |
γ |
λ |
|
d=n° codolo conico Morse |
1 |
1 |
1 |
2 |
2 |
3 |
3 |
4 |
4 |
|||
|
Za= n° denti acciaio R<75 |
4 |
4 |
5 |
5 |
6 |
6 |
6 |
6 |
6 |
7° |
8° |
15° |
|
Zb= n° denti acciaio R>75 |
6 |
6 |
6 |
8 |
8 |
8 |
10 |
10 |
10 |
4° |
6° |
15° |
|
Zc= n° denti leghe leggere |
3 |
3 |
3 |
3 |
4 |
4 |
4 |
5 |
5 |
8° |
20° |
25° |
 Frese cilindriche frontali a manicotto a finire e a sgrossare Queste frese sono utilizzate nella fresatura frontale, i diametri variano da 40 mm a 150 mm e possono avere dentatura normale o ad alto rendimento, in questo caso è uso ridurre l'inclinazione della spirale per irrobustire gli spigoli di taglio frontale. |
 |
| D=diametro fresa |
40 |
50 |
63 |
80 |
100 |
125 |
160 |
α |
γ |
λ |
| d=n° codolo conico Morse |
16 |
22 |
27 |
27 |
32 |
40 |
50 |
|||
| Za=n°denti acciaio R<78 |
8 |
8 |
10 |
12 |
14 |
16 |
17 |
7° |
8° |
15° |
| Zb=n° denti acciaio R>75 |
12 |
14 |
14 |
16 |
18 |
20 |
22 |
4° |
6° |
15° |
| Zc=n° denti leghe leggere |
4 |
4 |
5 |
6 |
6 |
6 |
6 |
8° |
15° |
25° |
 Frese cilindriche frontali a lame riportate= Le frese frontali a manicotto possono avere denti con placchette saldate in metallo duro (1) o lame in acciaio HSS o in acciai speciali per utensili, fissate meccanicamente (2) |
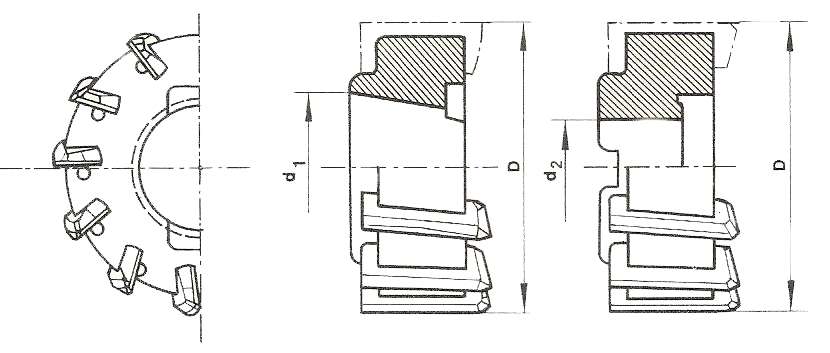 =Dati costruttivi frese cilindriche frontali a lame riportate
|
|
D=diametro |
80 |
100 |
125 |
160 |
200 |
250 |
|
d1=diametro foro conico |
- |
- |
65 |
76 |
100 |
100 |
|
d2=diametro foro cilindrico |
27 |
32 |
40 |
50 |
60 |
60 |
|
Za=n° denti per acciaio<75 |
6 |
8 |
8 |
10 |
12 |
16 |
|
Zb=n° denti per acciaio>75 |
8 |
10 |
10 |
12 |
16 |
20 |
|
Zc=n° denti per leghe leggere |
3 |
3 |
3 |
4 |
4 |
6 |
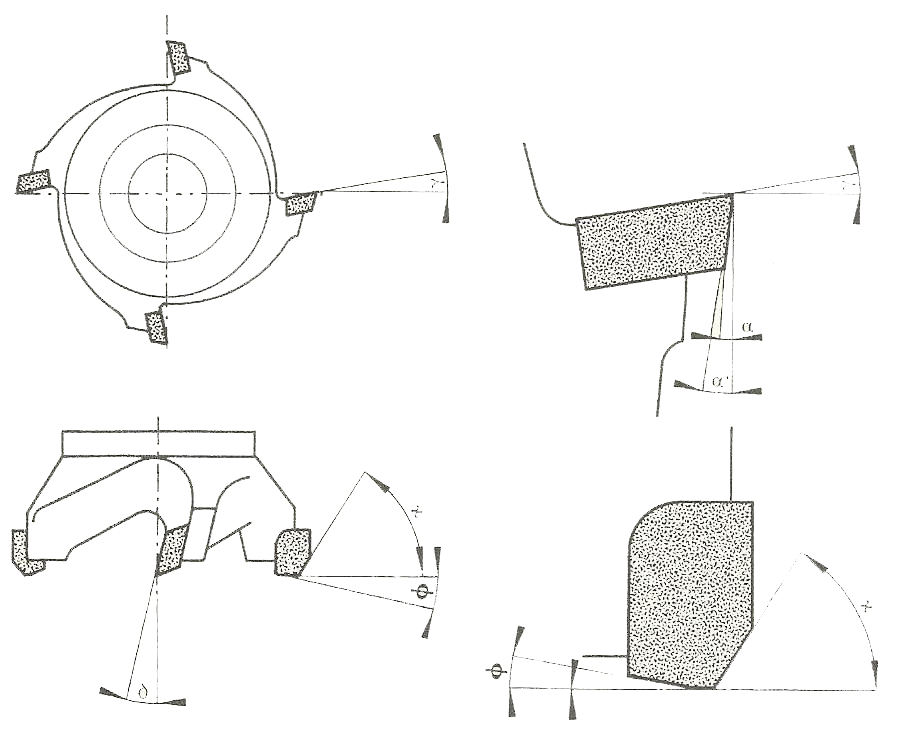 =Angoli caratteristici delle frese frontali con lame o denti riportati.
γ=angolo radiale; δ=angolo assiale; χ=angolo di attacco; ф=angolo di disimpegno; α=angolo di spoglia anteriore primaria; α1=angolo di spoglia anteriore secondaria. γ=angolo radiale; è formato dal piano passante per l'asse di rotazione della fresa e lo spigolo tagliente, e la faccia anteriore del dente. Può essere positivo o negativo.
δ=angolo assiale;è formato dal piano verticale passante per l'asse di rotazione della fresa e la faccia anteriore del dente. Può essere positivo o negativo.
χ=angolo di attacco; o di inclinazione dello smusso è formato dal bordo inclinato del dente e il piano di lavoro.
ф=angolo di disimpegno; è formato dal tagliente e dal piano di lavoro.
α,α1=angolo di spoglia anteriore primaria e secondaria;
il valore dell'angolo di spoglia anteriore primaria α varia a seconda del materiale da fresare: da 6° a 10°,.
L'angolo di spoglia anteriore secondaria α1è sempre uguale
ad α+2° |
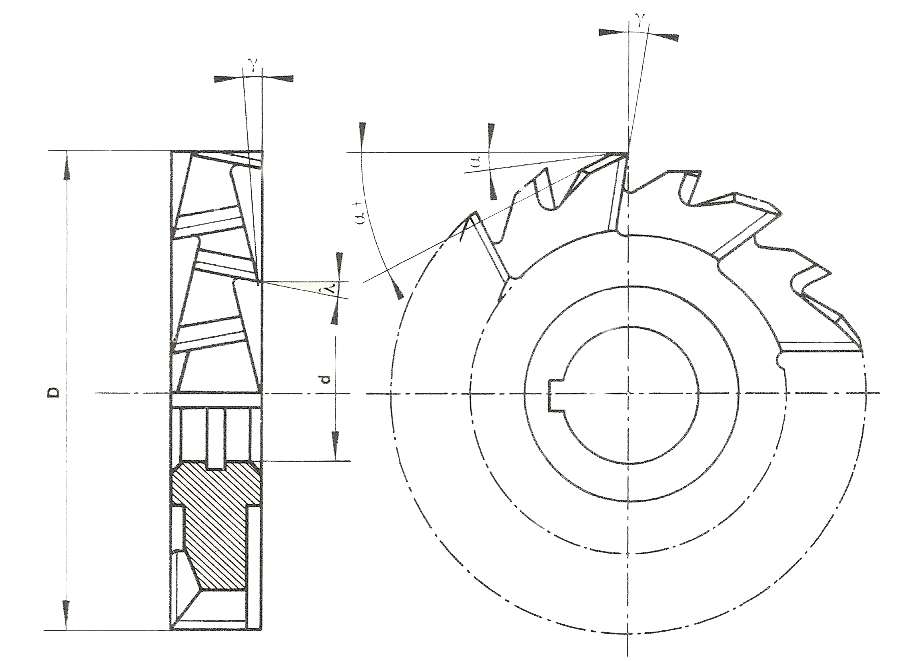 Chiamate anche frese a tre tagli, sono utensili di piccolo spessore con dentatura periferica e sulle due facce frontali. Sono impiegate per eseguire scanalature profonde e per lavori di contornatura. Possono avere denti diritti o denti alternati, quest'ultimi denominate frese ad alto rendimento, adatte a lavorare acciai ad alta tenacità e resistenza, e possono essere costruite con dentatura molto rada per la lavorazione di leghe leggere. |
Dati costruttivi Frese a disco (csr=contro senso di rotazione-ssr=secondo senso di rotazione) | ||||||||||||||
|
D=diametro fresa |
60 |
75 |
90 |
110 |
130 |
150 |
175 |
200 |
α |
γ |
λ | |||
|
d=diametro foro |
16 |
22 |
27 |
27 |
27 |
32 |
40 |
40 |
csr |
ssr |
csr |
ssr |
csr |
ssr |
|
Za= n° denti acciaio R<75 |
10 |
12 |
12 |
14 |
16 |
18 |
18 |
20 |
7° |
12° |
12° |
18° |
15° |
15° |
|
Zb= n° denti acciaio R>75 |
16 |
18 |
20 |
22 |
24 |
26 |
28 |
30 |
5° |
8° |
6° |
14° |
14° |
10° |
|
Zc= n° denti leghe leggere |
6 |
6 |
8 |
8 |
10 |
10 |
12 |
12 |
8° |
14° |
25° |
30° |
30° |
30° |
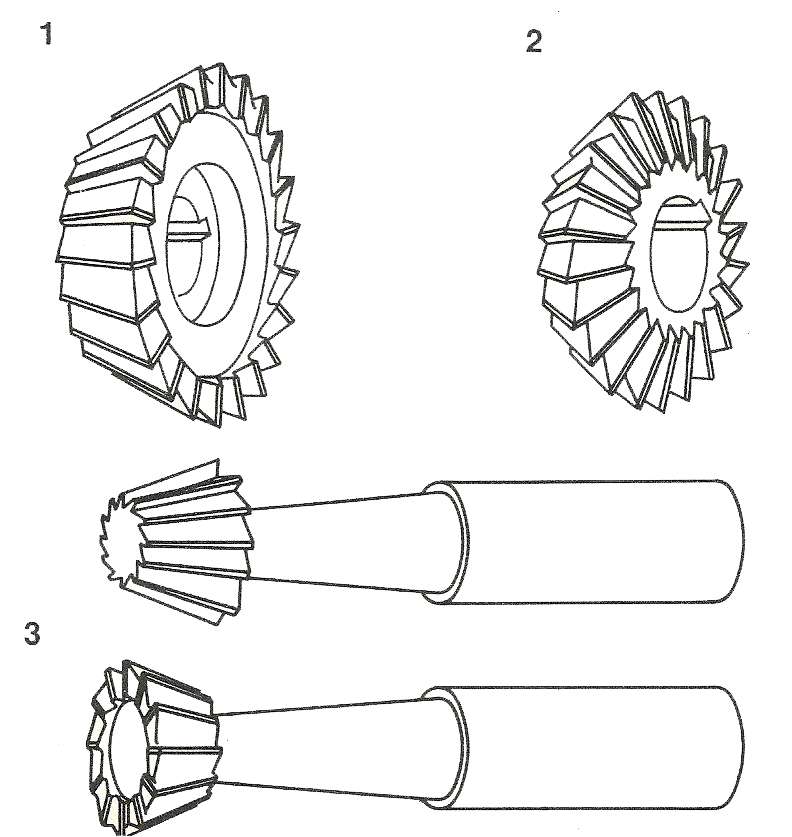 Le frese ad angolo possono essere di vari tipi; 1) Frontali ad angolo=impiegate per l'esecuzione di guide; 2) Frese ad angolo biconiche=per fresature di intagli diritti ed elicoidali negli utensili; 3) Frese a codolo=di piccolo diametro utilizzate per la fresatura di utensili o di scanalature ad angolo |
|
Dati costruttivi delle frese ad angolo
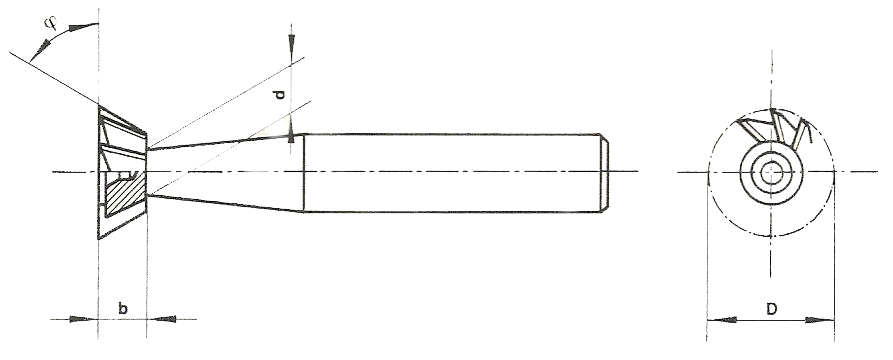 |
| D | 16 | 20 | 25 |
| φ | 45°-60°-75° | 45°-60°-75° | 45°-60°-75° |
| b | 4÷6÷7 | 5÷8÷9 | 6÷10÷11 |
| d | 8 | 10 | 11 |
| Z=n° denti | 12 | 12 | 12 |
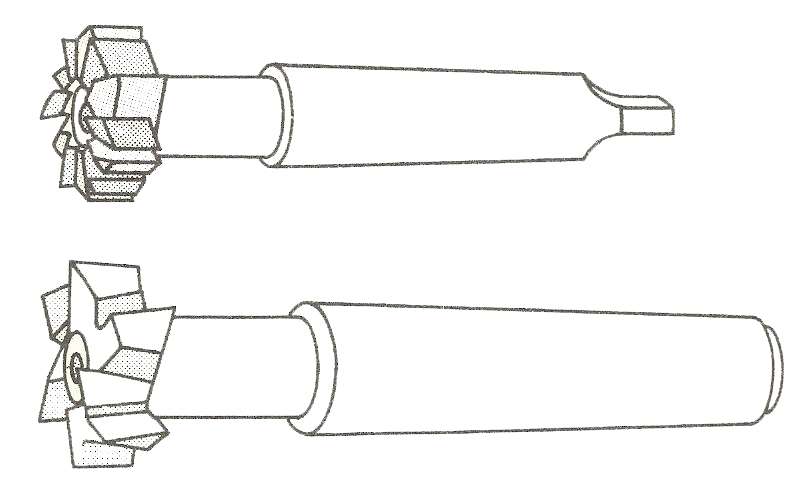 Frese per scanalature sono impiegate per l'esecuzione di scanalature a T e per l'esecuzione di sedi per chiavette mezze tonde. Possono avere dentatura normale diritta o taglienti sfalsati, inclinati alternativamente nei due sensi |
|
Dati costruttivi frese a T Z=n° dei denti c=n° cono morse 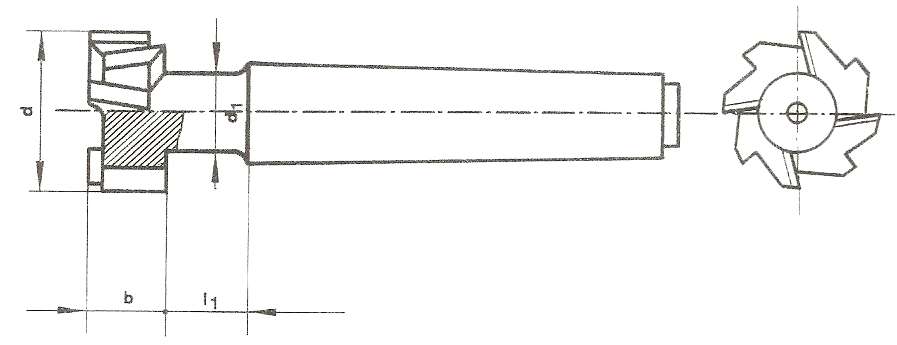 |
|||||||
| cava | 8 | 10 | 12 | 14 | 16 | 18 | |
| d | 16 | 19 | 22 | 25 | 28 | 32 | |
| d1 | 6.5 | 8 | 10 | 12 | 13 | 15 | |
| b | 8 | 9 | 10 | 11 | 12 | 14 | |
| l1 | 12 | 15 | 18 | 20 | 23 | 25 | |
| c | 1 | 1 | 2 | 2 | 2 | 2 | |
| Z | 6 | 6 | 6 | 6 | 6 | 8 | |
|
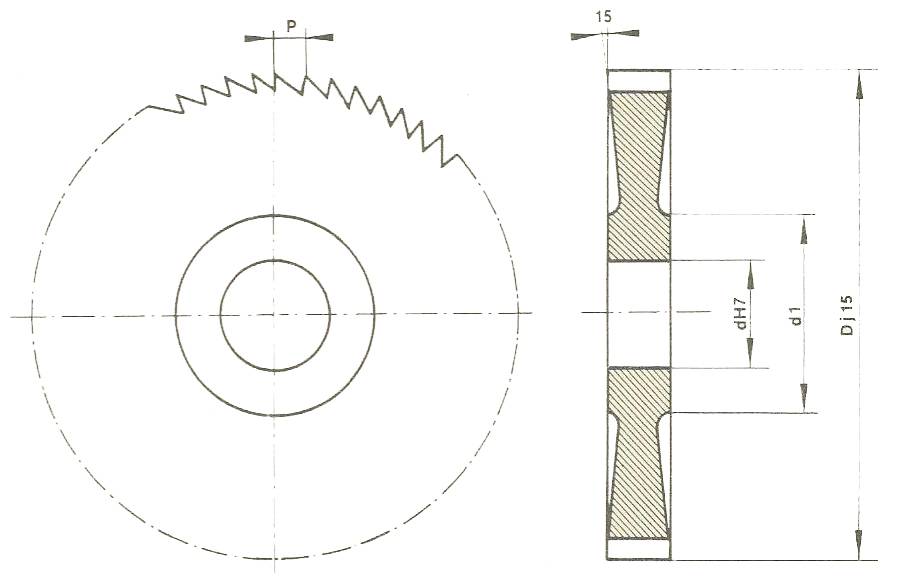
I seghetti lavorano come frese normali, di piccolo spessore e aventi soltanto taglienti periferici. Le superfici laterali non sono mantenute parallele ma vengono rastremate verso il centro di circa 15°. La spoglia laterale circolare si arresta in corrispondenza della parte centrale del diametro dove iniziano i fianchi paralleli per il bloccaggio tra i distanziali del mandrino. Possono essere del tipo integrale, oppure a settori riportati. Quelli integrali solitamente hanno un diametro da 40 a 250 mm mentre lo spessore da 0,3 a 6 mm. Il profilo dei denti per piccoli diametri e spessori limitati hanno un profilo rettilineo con assenza di spoglia laterale nel caso in cui siano impiegati per l'esecuzione di intagli poco profondi, come negli intagli delle teste delle viti. I denti dei seghetti ad altro rendimento risultano rinforzati e capaci di meglio favorire l'avvolgimento dei trucioli. Per ridurre lo sforzo sui denti, come per le frese a tre tagli, anche per i seghetti la dentatura può essere alternata e viene adottata,quasi sempre, per seghetti a settori riportati. Passo della dentatura dei seghetti: Per uguale diametro e spessore del seghetto la dentatura può avere passo diverso ed essere fine,media o grossa a secondo dell'uso come tagliare lamiere sottili,intagli di media o grande profondità. |
 |
|
Profilo rettilineo |
Profilo rinforzato | ||
|
Materiale |
Angolo di spoglia γ |
Materiale |
Angolo di spoglia γ |
|
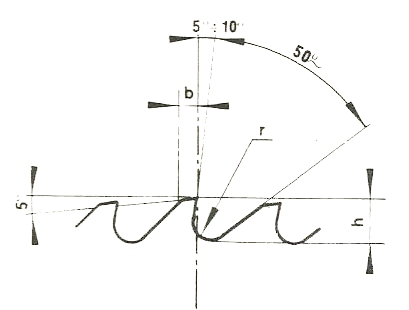
Ghisa |
5° |
Ghisa |
5°-10° |
|
Acciaio |
0°-5° |
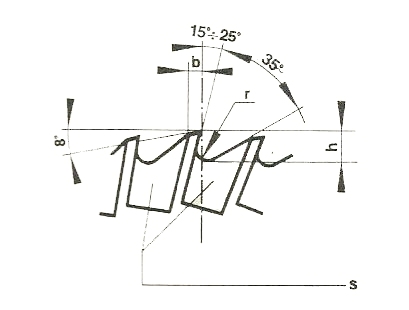
Acciaio |
10°-15° |
|
Leghe leggere |
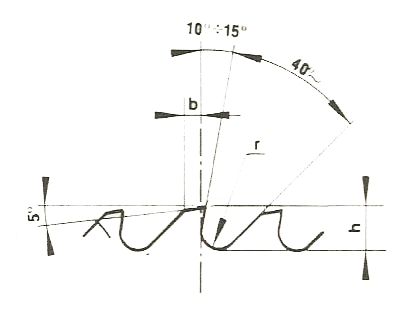
10° |
Leghe leggere |
15°-25° |
| Il valore del passo aumenta con il diametro e con lo spessore del seghetto | ||
|
Dentatura per leghe leggere |
Dentature per acciaio |
Dentature per ghisa |
 |
 |
 |
|
p=passo della dentatura |
p=passo della dentatura |
p=passo della dentatura |
|
h=0.5 p | h=0.5 p |
h=0.5 p |
|
b=0.15 p | b=0.16 p |
b=0.16 p |
|
x= 0.25 p | r=0.2 p |
r=0.16 p |
|
spoglia laterale circolare 15'±2' |
spoglia laterale circolare 15'±2' |
spoglia laterale circolare 15'±2' |
|
per spessori > di 1 mm scarico s sui denti |
||
 =seghetti a settori riportati è costituito da un disco porta settori, in acciaio al carbonio temperato e rinvenuto e da settori dentati posizionati e fissati sul disco e varia a secondo del materiale da lavorare. I settori esauriti dopo numerose affilature possono essere sostituiti. Questo tipo di seghetto può arrivare ad oltre1000 mm di diametro ed i settori saranno sempre pari e per diametri grandi può anche essere di 32. Velocità di taglio ed avanzamenti per seghetti in acciaio HSS si fa riferimento a tabelle i quali per la sicurezza non dovrebbero essere superati. |
|
materiale |
acciai a basso tenore di carbonio |
acciai da utensili o legati |
ghisa |
ottone |
rame |
alluminio |
|
Velocità (m/minuto) |
18-27 |
12-18 |
18-21 |
150-240 |
180-210 |
240-300 |
|
Avanzamento (mm/minuto) |
80-150 |
1-60 |
120 |
2000 |
1500 |
2500 |
